





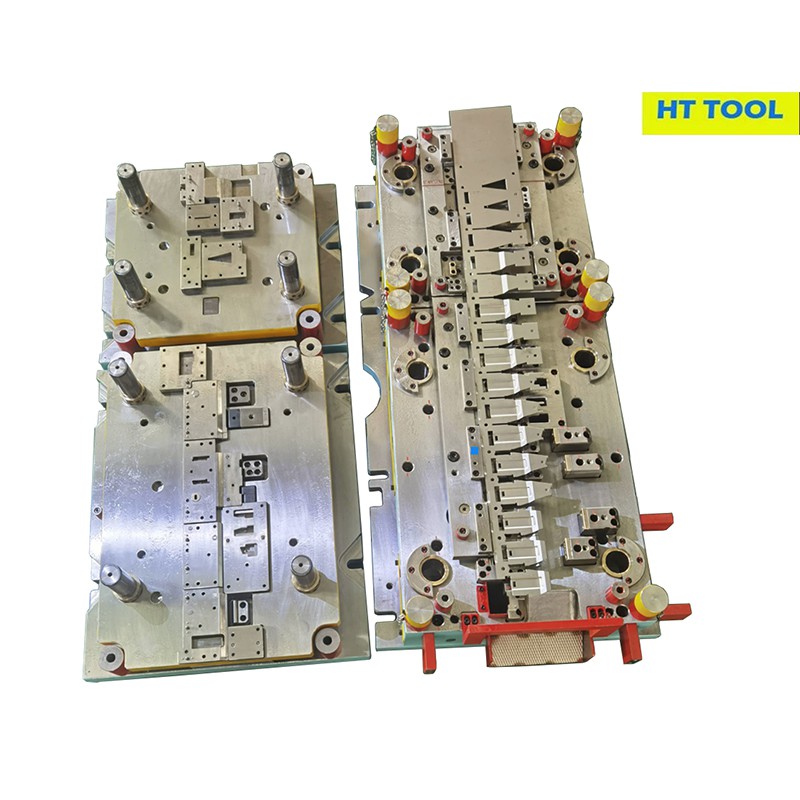
Yhdistelmätyökalu ja progressiivinen työkalu
Tuotteen koko: 2500L*700W*550H
Materiaali: Hiiliteräs, ruostumaton teräs, alumiinilevy, messinki, kupari tai galvanoitu metallilevy jne.
Tuotteen kuvaus
|
Tuotteen nimi |
Yhdistelmätyökalu ja Progressiivinen työkalu |
|
Tuote nro |
HTSD-004 |
|
Tuotteen koko |
2500L*700W*550H |
|
Materiaali |
Hiiliteräs, ruostumaton teräs, alumiinilevy, messinki, kupari tai galvanoitu metallilevy jne. |
|
Materiaalin paksuus |
0.5-8mm tai mukautettu |
|
Pintakäsittely |
Sinkitty, jauhemaalattu, maalaus, kiillotus, harjaus, kromipinnoitus, anodisointi, hiekkapuhallus jne. |
|
Työstölaitteet |
CNC, EDM, Argie Charmilles, Jyrsinkone, 3DCMM, |
|
Logo menetelmä |
Laserkaiverrus, CNC-kaiverrus |
|
Teollisuuden sovellus |
Autot, kodinkoneet, elektroniikka, ilmailu |
|
Pakkaus |
Puinen laatikko tai pyynnöstäsi |
|
Testauslaitos |
Kolmen koordinaatin mittauskone, mikrometri, jarrusatulat, 3D-skanneri |
|
Tuotantokyky |
150 sarjaa vuodessa |
Yhdistelmätyökalun ja progressiivisen työkalun esittely:
Yhdistelmäleimaussuuttimet valmistetaan yhdistelmämuottisuunnittelun avulla. Tämä meisti on tehty suorittamaan useita tehtäviä jokaisella painalluksella ja niitä käytetään leikkaustoimintoihin, kuten aihioon ja lävistykseen. Johtuen kyvystään suorittaa tehtäviä nopeammin kuin yksinkertaiset leimausmuotit, yhdistelmäleimausmuotit sopivat paremmin monimutkaisiin tai vaikeisiin töihin.
Progressiivinen työkaluleimaus on ihanteellinen pitkille tuotantoajoille korkean toistettavuuden ansiosta. Tässä metallileimausmenetelmässä käytetään yhtä konetta, jossa on useita muottiasemia. Jokainen asema, jossa leimaus suoritetaan, siirtää automaattisesti metallinauhaa raaka-aineesta. Viimeisenä vaiheena valmis osa on leikattava irti nauhasta.


Yhdistelmätyökalu ja progressiivinen työkaluprosessi
Yhdistelmätyökalu ja progressiivinen työkalu tarjoavat kustannustehokkaan ja tehokkaan tavan tuottaa suuria määriä käyttämällä progressiivista suulaketta. Suulakkeessa on useita leimausasemia, jotka suorittavat ainutlaatuisia muovaustoimintoja, kun metallilevyä syötetään koneen läpi. Tarvittavien leimaustyökalujen yhdistäminen yhdeksi muottisarjaksi parantaa leimausprojektin tehokkuutta.
Seuraavat komponentit ovat välttämättömiä progressiiviselle kuolleelle:
❆Mettisarja
❆ Muottinapit (holkit)
❆ Lyömiä
❆ Rei'ityspidike
❆ Lauta (osa)
❆Nastat
❆Etanoiden välys
❆ Strippari
Yhdistelmätyökalu ja progressiivinen myös voivat sisältää myös ominaisuuksia, kuten alivuorauksia, pysäytyslohkoja, liukukappaleita tai antureita. Näiden komponenttien ensisijaisena tavoitteena on varmistaa materiaalin tarkka käsittely.
Progressiivinen metallileimaus seuraa näitä vaiheita:
Progressiivinen muotti on sijoitettu edestakaisin liikkuvan leimauspuristimen sisään.
Puristin liikkuu ylöspäin tuoden ylämuotin mukanaan ja mahdollistaen metallinauhan syöttämisen laitteeseen.
Kun puristin liikkuu alaspäin, meisti sulkeutuu leimauksen suorittamiseksi.
Valmis osa irtoaa muotista jokaisella puristimen vedolla.
Lopullinen katkaisuasema erottaa valmiit osat kuljetusrainasta.
Palvelumme
CAE-analyysi: Tarkka CAE-analyysi auttaa parantamaan osien laatua ja optimoimaan progressiivisen metallin leimaamisen siirtomuotin ja muun leimaustyökaluprosessin. Samanaikainen suunnittelu, tuotesuunnittelun tarkistus ja varhainen osallistuminen voivat auttaa lyhentämään projektin läpimenoaikaa. Tämä on esimerkki progressiivisesta metallileimauksen CAE-simulaatiostamme:
CAE-simulaatio

3D siirtomuotin simulointi

Leimausmuotin suunnittelu:Työkalusuunnitteluosastolla pystymme tarjoamaan asiakkaillemme täyden valikoiman palveluita. Insinöörit käyttävät AUTOFORM-tekniikkaa varmistaakseen meistojen ja simulaatioiden valmistettavuuden (saatavana on tutkimuksia halkeamista, ryppyjä, reboundia, kompensaatiota, videoita jne.). Täydelliseen 3D / 2D-työkalujen suunnitteluun suunnittelijamme (x9) käyttävät UG-ohjelmistoa.
3D progressiivinen metallileimausdesign

3D siirtomuottidesign

Projektinhallinta:Jokaiselle progressiiviselle metallileimausprojektille osoitetaan yksi projektiinsinööri, joka ohjaa koko prosessia ideasta alusta täydelliseen loppuunsaattamiseen. Meillä on upea projektinjohtoryhmä, jolla on vahva insinööritausta ja hyvä englanninkielinen viestintä. Tämä auttaa projektia sujumaan sujuvasti ja hyvin hallinnassa. Pidämme asiakkaamme ajan tasalla tämän projektin yksityiskohtaisista tiedoista viikkoraportin ja päivitetyillä kuvilla. Asiakkaan on helppo hallita projektia samanaikaisesti. Tarjoamme korkeatasoista asiakaspalvelua kehittämällä itseämme. Vain yksi puhelu tai sähköposti, niin näet, että olemme valmiita sinua varten milloin tahansa.

Tuotantokustannusten optimointi: Kun työskentelemme tiiviissä yhteistyössä asiakkaiden kanssa prosessin suunnittelusta työkalujen suunnitteluun, käytämme aina paljon resursseja ja ponnisteluja materiaalin käyttöasteen ja puristusiskun maksimoimiseen ja työkalupisteiden määrän minimoimiseen varmistaen samalla tuotannon vakauden ja toistettavuuden.

Leimausmuotin valmistus:HT TOOL pystyy luomaan progressiivisen metallileimauksen talon sisällä vastaamaan kaikkiin asiakkaidemme tarpeisiin. Suunnitteluosastomme työskentelee lahjakkaan henkilökuntamme kanssa varmistaakseen osien laadun. Alla oleva taulukko on koneistuslaitteiden luettelomme:
|
Tuote nro |
Laitteet |
Tekniset tiedot (mm) |
Kpl |
|
1 |
Paina kone |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Kolme yhdessä ruokintakone |
Leveys 600 mm, paksuus 0.5- 4,5 mm |
1 |
|
5 |
Kolme yhdessä ruokintakone |
Leveys 1200mm, paksuus 0.5- 6.0mm |
1 |
|
6 |
CNC |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Pintahiomakone |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Manuaalinen hiomakone |
150*400 |
2 |
|
10 |
Pystysuuntainen porakone |
ф1~32 |
3 |
|
11 |
Radiaalinen porakone |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Jyrsinkone |
1150*500*500 |
2 |
|
14 |
Normaalit langanleikkauskoneet |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Nopeat langanleikkauskoneet |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Stoma EDM |
300*200 |
1 |
|
19 |
3D-skanneri |
650*550 |
1 |
Leimauskoe: Meillä on mekaaninen puristin 200 tonnista 800 tonniin

200T mekaaninen puristin
Pöydän maksimikoko: 2400*840*550mm

400T mekaaninen puristin
Pöydän maksimikoko: 3300*1500*750mm

800T mekaaninen puristin
Pöydän maksimikoko: 4200*1800*1200mm
Yhden luukun palvelu: Ammattimaisena progressiivisena metallileimauksen valmistajana Kiinan työkaluteollisuudessa, jolla on vankka kapasiteetti ja huomattava kapasiteetti, HT Tool and Die tarjoaa asiakkailleen kiinteän ratkaisun suunnittelemalla ja rakentamalla kylmä- ja kuumamuovaustyökaluja, tarkastamalla kiinnikkeitä ja hitsausjikkejä maailmanlaajuisessa autoteollisuudessa. teollisuus.
Leimausmuottimien vertailu: Yksinkertainen vs. yhdistelmäkuollavs. progressiivinenmetallin leimaaminenvs. siirto kuolee
|
Ominaisuus |
Yksinkertainen kuole |
Yhdistelmäsuulake tai yhdistelmämuotti |
Progressiivinenmetallin leimaaminen |
Siirrä kuoppa |
|
Toiminnot |
Yksittäinen toiminta |
Useita operaatioita (yksi veto). Hyvin rajoitettu suunnitteluun. |
Useita operaatioita (sekvenssi). Hieman rajoitettu suunnitteluun. Jotkut monimutkaiset piirustusoperaatiot vaativat siirtosuuttimen |
Useita toimintoja (siirto asemien välillä). Mikä tahansa toimintaprosessi on mahdollinen. |
|
Asemat |
Yksi asema |
Yksi asema |
Useita asemia |
Useita asemia |
|
Monimutkaisuus |
Matala |
Matalasta keskikokoiseen |
Korkea monimutkaisuus |
Korkea monimutkaisuus |
|
Muotin testaus ja asennus |
Helppo |
Vaikea |
Kohtalainen. Moduulit vähentävät monimutkaisuutta ja lisäävät asennuksen tehokkuutta. |
Yleensä helpompaa kuin progressiivinen, mutta vaatii siirto- ja nostolaitteita, jotka ovat myös monimutkaisia suunnitella. |
|
Tehokkuus |
Erittäin matala |
Matala |
Erittäin korkea |
Korkea. Hitaampi kuin progressiivinen vaadittujen siirtooperaatioiden vuoksi. |
|
Maksaa |
Alhaiset työkalukustannukset, korkeat osayksikkökustannukset |
Keskikokoiset työkalukustannukset, keskikokoiset osan yksikkökustannukset |
Korkeat työkalukustannukset, erittäin alhaiset osayksikkökustannukset |
Normaalisti korkeammat työkalut ja yksikkökustannukset kuin progressiiviset |
|
Tuotantomäärä |
Pieni äänenvoimakkuus |
Keskikokoinen tai suuri äänenvoimakkuus |
Suuri määrä (sopii massatuotantoon) |
Suuri määrä (sopii massatuotantoon) |
|
Sopivuus |
Yksinkertaiset osat |
Yksinkertaiset osat |
Monimutkaiset osat |
Suuremmat ja/tai koverat osat, monimutkaiset osat |
|
Materiaalin käyttöaste |
Kohtalainen tai korkea |
Kohtalainen tai korkea |
Kohtalainen. Lentäjien ja kuljettajien tarve voi vähentää materiaalin käyttöä. Hyvä suunnittelu voi vähentää syntyvää romua huomattavasti. |
Kohtalainen tai korkea |
|
Tyhjennystoiminto |
1 veto |
1 veto |
Viimeinen operaatio |
Ensimmäinen operaatio |
Yhdistelmätyökalu ja progressiivinen työkalu Sovellus:

Toimitus ja paketti yhdistelmätyökalulle ja progressiiviselle työkalulle:

Yhdistelmätyökalun ja progressiivisen työkalun toimitusaika:
|
|
Progressiivinen työkalu |
Yhdistelmätyökalu |
||||
|
läpimenoaika |
Pienet kuoleet ( Pienempi tai yhtä suuri kuin 1 M ) Viikot |
KeskikokoinenKoko ( 2 M-3M ) Viikot |
Suuri Koko (3M- ) Viikot |
SostoskeskusKoko Pienempi tai yhtä suuri kuin 2000 mm viikkoa |
Medium kuolee 2000-3000mm viikkoa |
Suuri koko Suurempi tai yhtä suuri kuin 3000 mm viikkoa |
|
Simulointi |
2 -3.5 vk |
3.{1}}.5 vk |
5,5 vk |
2 -3.5 vk |
3.{1}}.5 vk |
6 vkoa |
|
Suunnitelma |
||||||
|
Kuvio |
|
|
|
0.5 vk |
0.5 vk |
1 vk |
|
Valu/teräs |
0.5 -1 vk |
1 vk |
1,5 vk |
3 viikkoa |
4 viikkoa |
4 vk |
|
Valmistus |
2.{1}}.5 vk |
3.{1}}.5 vk |
7 vkoa |
2.5 -4 vk |
3.{1}}.5 vk |
7 vkoa |
|
Lämpökäsittely |
||||||
|
Kokoonpano |
3 - 4 vk |
5 - 10 vk |
10 vkoa |
3 - 4 vk |
5 - 10 vk |
10 vkoa |
|
Laserleikatut osat |
||||||
|
Työkalun osat irti |
||||||
|
OK osat |
||||||
|
Osta pois |
||||||
|
Kokonais |
8 -12 vk |
13 -22 vk |
24 vkoa |
11 -15 vk |
16.{1}}.5 vk |
28 vkoa |
UKK:
Mitkä ovat eri tyypit?
✹Erityyppiset meistit
✹Simple Die.
✹Yhdistelmäsuutin.
✹Progressiivinen kuoppa.
✹Siirrä kuoppi.
✹Yhdistelmäpuikko.
✹Multiple Die.
✹Pyöreä halkaisija.
✹Säädettävä terä.
Yhdistelmätyökalun määritelmä ja prosessi?
Yhdistelmätyökaluleimaus eroaa progressiivisesta työkaluleimauksesta siinä, että se suorittaa useita operaatioita – kuten leikkaus ja muotoilu – yhdellä vedolla. Tämä menetelmä muistuttaa kokkia, joka suorittaa useita leikkaustehtäviä yhdellä nopealla liikkeellä.
Se on erityisen tehokas litteiden osien valmistuksessa, joissa on lisättävä useita ominaisuuksia samanaikaisesti. Tämä yksitahtinen lähestymistapa varmistaa korkean tarkkuuden ja kohdistuksen, mikä tekee siitä ihanteellisen osille, joiden mittatarkkuus on erittäin tärkeä.
Yhdisteen edutTyökalun leimaus?
Yhdistelmätyökalun leimaamisen ensisijainen etu on sen tarkkuus. Koska useita operaatioita suoritetaan yhdellä vedolla, prosessien välisen kohdistusvirheen riski on minimoitu, mikä johtaa erittäin tarkkoihin osiin.
Tämä menetelmä on tehokas myös litteiden komponenttien valmistuksessa, koska se vähentää tarvittavien osumien määrää muihin menetelmiin verrattuna ja nopeuttaa siten tuotantoa.
Lisäksi Compound Tool Stamping tuottaa vähemmän romumateriaalia, mikä edistää kustannussäästöjä ja ympäristön kestävyyttä.
Haitat ja rajoituksetyhdistelmätyökalusta
Compound Tool Stampingin rajoituksiin kuuluu sen alhaisempi tuotantonopeus kuin Progressive Tool Stamping, koska sitä käytetään yleensä yksityiskohtaisempaan ja tarkempaan työhön nopean massatuotannon sijaan.
Lisäksi on olemassa parempia menetelmiä monimutkaisille osille, jotka vaativat useita taivutus- tai muotoilutoimenpiteitä. Valmistettavien osien monimutkaisuus ja syvyys ovat rajallisia, mikä tarkoittaa, että tämä menetelmä soveltuu parhaiten yksinkertaisempiin, litteämpiin komponentteihin.
Suositut Tagit: yhdistelmätyökalu ja progressiivinen työkalu, Kiinan yhdistelmätyökalujen ja progressiivisten työkalujen valmistajat, toimittajat, tehdas
Seuraava
nopea leimausmuottiSaatat myös pitää





Lähetä kysely